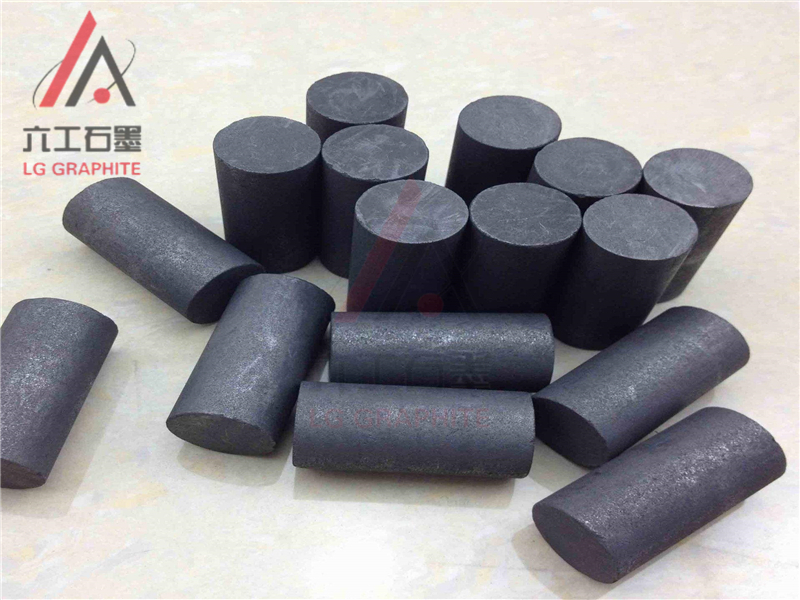
石墨轴承套怎么安装
石墨轴承套的安装需要结合其特性(如自润滑、脆性、尺寸精度要求高)进行规范操作,以确保密封性、运转稳定性和使用寿命。安装前准备:检查部件,确认轴承套内孔、外径及轴的尺寸符合设计公差,避免过盈或间隙过大。检查轴承套表面是否有裂纹、缺口或毛刺,必要时用油石或砂纸轻轻打磨。清洁所有部件(轴承套、轴、轴承座),去除油污、灰尘和金属屑,防止杂质进入影响润滑。选择安装工具。准备专用压套、液压压机或加热设备(如感应加热器),避免直接敲击导致石墨破裂。准备润滑剂(如专用石墨润滑脂或酒精),用于减少摩擦和辅助定位。确定安装方向。根据轴承套设计(如止动槽、密封唇方向)确认安装方向,避免装反。
方法1:冷压安装(适用于过盈量较小的情况)涂抹润滑剂:在轴承套内孔和轴表面均匀涂抹石墨润滑脂或酒精,减少摩擦。定位压套:将压套(直径略小于轴承套外径)套在轴上,确保压套端面与轴承套端面对齐。均匀施压:使用液压压机缓慢施加压力,压力方向需与轴中心线一致,避免偏斜。监控压力:根据轴承套材质和尺寸,控制压力在安全范围内(通常参考制造商提供的压力曲线)。检查间隙:安装后用塞尺检查轴承套与轴承座之间的间隙,确保符合设计要求。
方法2:热装(适用于过盈量较大的情况)加热轴承座:使用感应加热器或油浴加热轴承座至指定温度(通常比环境温度高80-100℃,具体参考材料膨胀系数)避免局部过热导致变形,可用温度计实时监测。快速安装:加热后立即将轴承套套入轴上,利用热膨胀产生的间隙快速定位。安装过程中保持轴承套与轴同心,避免倾斜。冷却固定:自然冷却至室温,轴承座收缩后与轴承套形成紧密配合。冷却过程中避免移动或敲击部件。