超高功率石墨电极与高功率电极区别

- 产品介绍
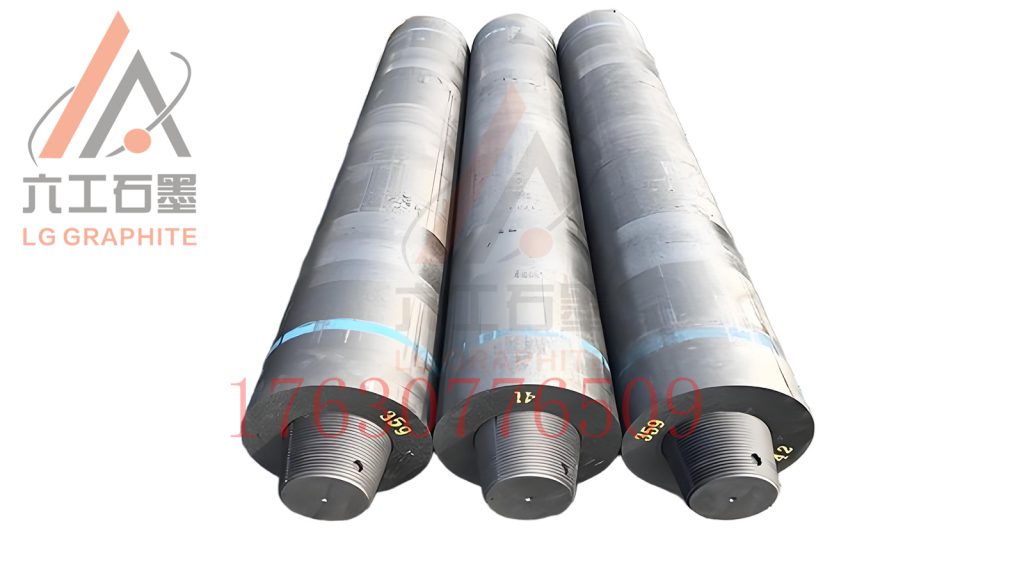
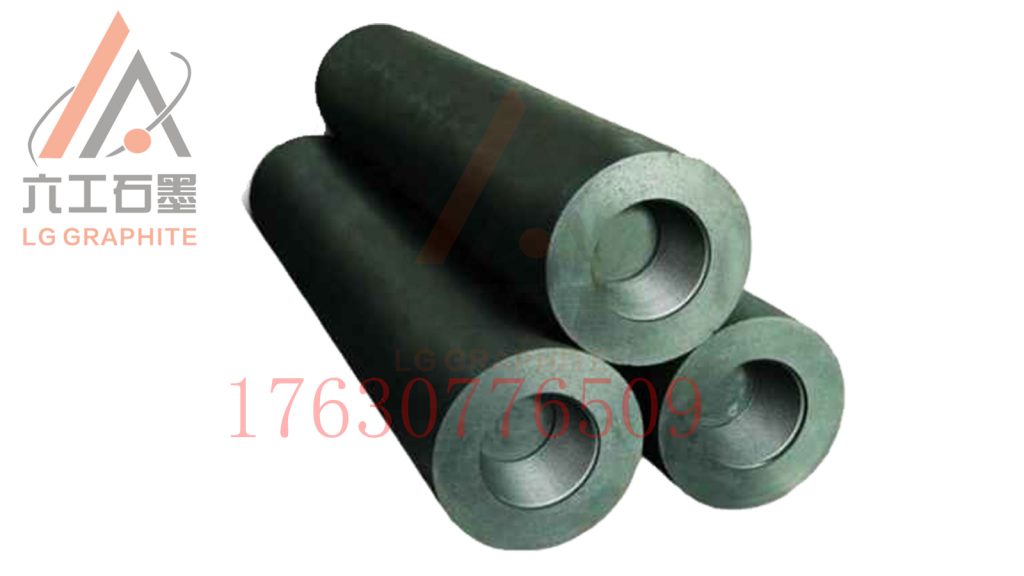
超高功率石墨电极以特级针状焦为原料,经3000℃超高温石墨化处理,电阻率低至4.2-5.0μΩ·m,电流密度突破28A/cm²,线膨胀系数控制在(0.18-0.5)×10⁻⁶/℃,抗热冲击性能提升40%。其“四浸五焙”工艺使成品密度达到1.70g/cm³以上,灰分低于40ppm,使用寿命延长35%。高功率石墨电极采用60%石油焦+40%针状焦混合骨料,石墨化温度2400-2600℃,电阻率6.5-7.2μΩ·m,电流密度16-20A/cm²,抗弯强度10-13MPa,适配50-100吨电弧炉。二者核心差异体现在原料纯度梯度、石墨化温度曲线、电流承载梯度及热稳定性维度。河南六工石墨有限公司在超高功率电极领域采用专利抗氧化涂层技术,其LG-0705型石墨板在冶金行业实现耐高温性能突破。
在钢铁冶炼领域,超高功率石墨电极主导120吨以上超大容量电弧炉及特种钢生产,如新能源汽车用无取向硅钢制备,单耗降低18%-22%,电耗减少10%-15%。其高导电性适配电炉短流程炼钢趋势,2025年全球电炉钢占比将达22%,驱动超高功率电极需求年增7%-9%。高功率电极广泛应用于30-80吨精炼电弧炉及金属硅、黄磷冶炼,在中小型钢厂占比45%,成本效益优势显著。河南六工石墨有限公司的浸金属石墨密封件凭借耐腐蚀特性,在化工设备领域实现进口替代。应用场景差异还体现在热稳定性要求:超高功率电极在3200℃极端工况下仍保持结构稳定,而高功率电极适用温度上限约2600℃。环保政策推动下,电弧炉炼钢占比提升,促使电极规格向700mm以上大直径发展,2024年全球700mm规格需求增长15%,中国占比达45%。在矿热电炉中,二者均需承受高温氧化环境,但超高功率电极因更低的热膨胀系数,在频繁升降操作中断裂风险降低50%。
行业呈现“四化”趋势:大规格化——700mm以上电极占比从2020年12%升至2025年28%,适配120吨以上电弧炉;绿色化——采用生物质碳源替代30%石油焦,碳排放降低25%;智能化——AI视觉检测系统实现缺陷检出率99.5%;功能化——开发自润滑石墨电极,减少电弧炉能耗8%。技术突破聚焦于提高石墨化效率,内串炉技术使单炉产能提升50%,能耗降低20%。全球超高功率电极产能集中度CR5达78.3%,中国方大炭素、中泽集团占据前两位。
超高功率与高功率石墨电极的核心差异在于原料纯度梯度、石墨化温度曲线及电流承载梯度,应用场景分别对应高端制造与常规冶炼。随着电炉炼钢占比提升及环保标准趋严,超高功率电极需求将持续增长,技术向大规格、低能耗、功能化方向发展。行业需突破针状焦国产化瓶颈,提升智能生产水平,以实现绿色可持续发展。



