放热焊接石墨模具
- 产品介绍
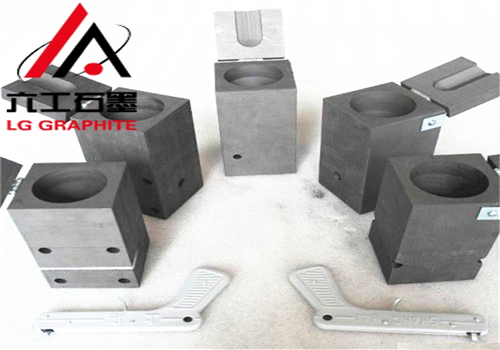
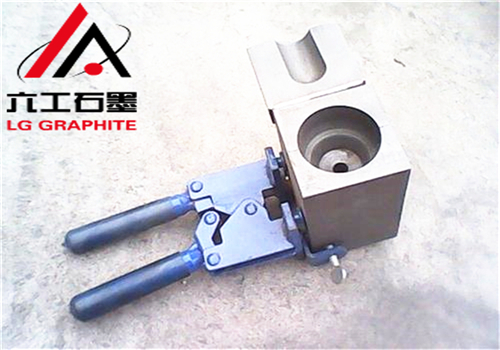
放热焊接模具由高纯石墨制成,用于接地放热焊接的焊头成型。一个完整的模具由模具体、顶盖、铰链构成。该模具采用密实度高,抗摩损性能好进口石墨作为基本原料加工而成,具有设计合理,寿命长,易用性能好等优势。模具由模具盖、模腔具、熔接腔、导流槽、模夹等几部分组成,能够承受铜、钢、铁等金属熔化温度,熔化金属流向、流速以及终形状经严密设计,通常模具寿命为80-200次。
放热焊接模具标准型适用于绝大部分模具,偏心型主要应用在焊接接地棒,十字焊接等需要避开焊接材料的类型上.部分型号模具使用中需要F型夹,C型夹等辅助夹具配合.放热焊接工艺是通过铝与氧化铜的化学反应(放热焊接)产生液态高温铜液和氧化铝残渣,并利用放热反应产生的高温来实现高性能电气熔接的现代焊接工艺。放热焊接适用于铜与铜、铜与钢、钢与钢等多种金属材料设备连接。方法简单,适应于所有接地系统连接,不需要任何的外部热源或电源。这种放热可以熔化被焊接材料的表面,所以接的的质量非常高使用时间长。同时肯有阴极保护功能。
热熔焊接是通过铝热反应所产生的高温使金属之间熔融,以达到高质量的熔接效果.是真正的简单,高质量的金属连接方法.熔接反应是在石墨模具内进行的,在正常的使用环境下,一个模具可焊接150-200个点。
热熔焊接优点:
1、熔接点的载流能力(熔点)与导体相同,具有良好的导电性能,经检测,焊接前后的直流电阻比率变化率接近与零.这是任何一种传统连接方式无法比拟的。
2、焊接点是分子结合,不老化。
3、焊接点象铜一样不受腐蚀影响。
4、不会受到高浪涌电流的损伤.试验表明,在短时间大电流的冲击下,导体先于熔焊接头熔化。
5、装备简单、轻便,携带方便,操作简单。

如何判断热熔焊粉的焊点是否成功:
1、一个较好的连接是由分子组成的坚固的连接,依赖人员的视觉检查就可知。
2、表面光滑,没有过多的熔渣且表面只有较少的不平整。
3、被连接的导线部分被包在接头内。
4、突起部分应该高于被连接的导线,多出来的熔渣除掉。
5、颜色要均匀,接头应为青铜色。