石墨模具|高温烧结、热压成型离不开的工业核心工装石墨模具
高温烧结、热压成型离不开的工业核心工装在硬质合金、MIM 金属粉末、人造金刚石、锂电负极烧结产线,石墨模具是无法替代的高温成型载体。
很多采购常年踩坑:模具开裂快、产品杂质超标、单次使用成本居高不下,今天河南六工石墨结合多年加工经验,一次讲透石墨模具选型、使用与保养干货。石墨模具核心优势源于材料本身:惰性气氛耐受 3000℃高温,热膨胀系数极低,高温高压下不会变形;化学惰性强,无重金属杂质析出,不会污染烧结工件;自带自润滑属性,脱模顺畅,成品表面光洁度更高。对比刚玉、金属模具,金属 1000℃软化失效,陶瓷抗热震差,骤冷骤热极易崩裂,石墨出色适配真空热压、连续烧结工况。

市面上石墨模具分两大材质,适配不同工况:模压石墨模具性价比高,气孔率 15%-18%,适合普通粉末冶金、五金 MIM 烧结;等静压高纯石墨模具密度≥1.72g/cm³,气孔率<12%,抗折强度 40MPa 以上,是硬质合金、金刚石合成、半导体粉末烧结专用款。针对空气间歇使用场景,可增加 SiC 抗氧化涂层,使用寿命直接提升一倍。我们服务过一家数控刀具厂,此前采购低价模压石墨模具,平均 32 次循环就开裂,刀片烧结开裂不良率 11%。更换六工等静压高强石墨成套模具,优化冲头与模套配合间隙 0.08mm,配套抗氧化浸渍处理,模具循环使用次数提升至 76 次,单次使用成本下降 58%,产品开裂率降至 1.1%。采购石墨模具 3 个避坑关键点:领先,高压烧结工况必须看抗压强度,常温≥80MPa,1500℃高温抗压不低于 45MPa;第二,配合间隙不能乱,0.05-0.1mm 为最优,间隙过大受力偏斜,过小高温抱死;第三,高纯场景严控灰分,半导体、硬质合金烧结灰分需<80ppm。

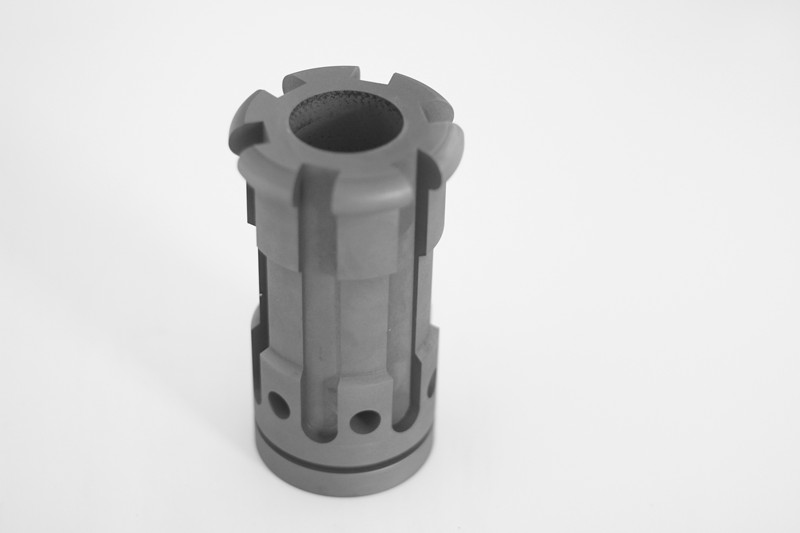
石墨模具
日常保养同样关键:每次烧结完成缓慢降温,禁止水冷骤冷;定期清理模具内壁粉料残留,避免高温结垢侵蚀;长期停机需烘干存放,防止吸水升温爆裂。河南六工石墨可提供全套非标石墨模具定制,配套工况适配技术方案,一站式解决高温烧结耗材损耗难题。