高强度石墨静环耐高压抗冲击机械密封配件
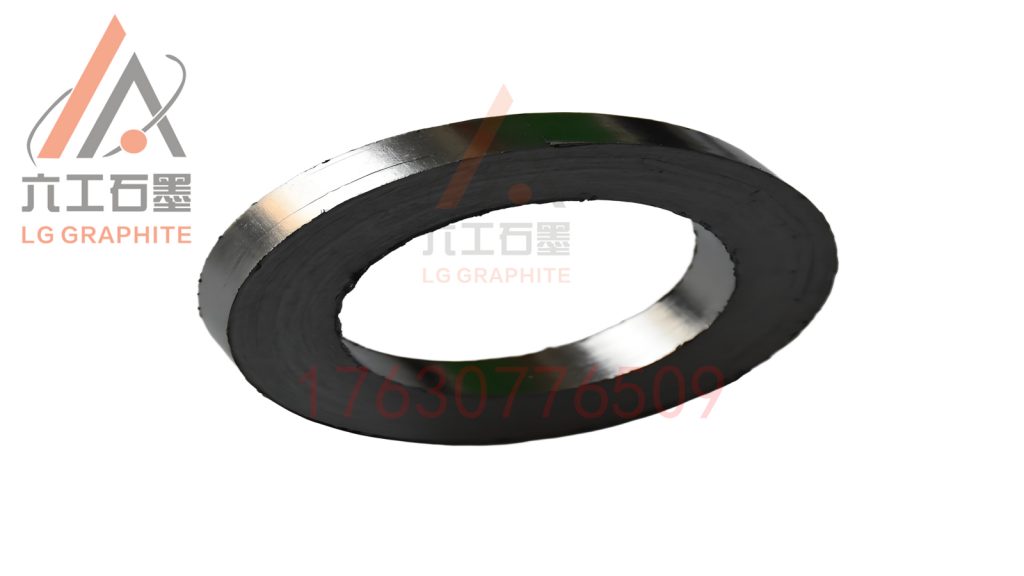
- 产品介绍
搞机械密封的老师傅都清楚,设备运转起来之后,静环才是真正扛压的主力。尤其是泵、反应釜这类工况,压力一上来,动环还能靠弹簧补偿点位移,静环是死死贴在压盖上的,一点退让的余地都没有。石墨静环这个东西,说白了就是靠石墨本身的自润滑和耐高温特性在干活。石墨这个材料天生有层状结构,层与层之间容易滑动,所以摩擦系数低、不容易咬死,这是它能做密封的根本原因。但问题出在哪呢?很多厂子用的普通浸渍石墨,密度不够,抗压强度也就三十来兆帕,碰到二十兆帕以上的工况,环面直接就被压碎了。还有一种情况更头疼,就是水锤或者管道振动带来的瞬间冲击载荷,普通石墨脆得很,一冲击就崩边,密封面一破损,泄漏就跟着来了。所以现在行业里都在往高密度、高强度方向走,核心就两条路:一是提高石墨基体的密度,二是改进浸渍工艺。
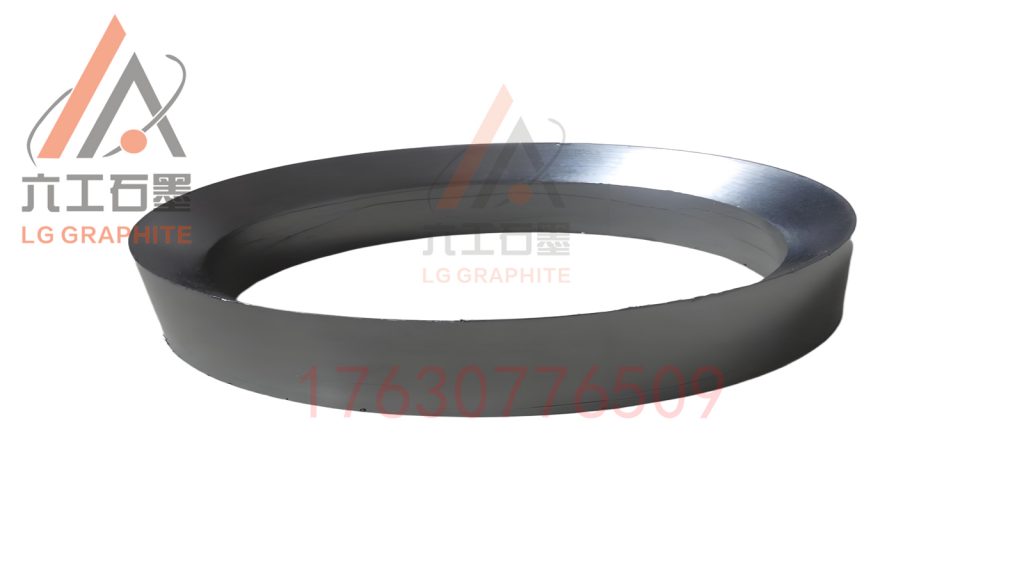
同样叫石墨静环,工艺差在哪
市面上的石墨静环,原料基本就分两大类:等静压石墨和模压石墨。等静压石墨是各个方向受力均匀,密度能做到1.85以上,抗折强度比模压的高出不少。模压石墨成本低,但密度一般在1.7左右,高压工况下容易出问题。再说浸渍,这一步直接决定了环的最终强度。常规浸渍用的是酚醛树脂,能把石墨的开口气孔堵上一部分,抗压强度能提到四五十兆帕。但要扛冲击,光靠酚醛不够,得上二次浸渍甚至真空高压浸渍,把树脂往孔隙深处压,这样环体才够结实,碰到冲击载荷不容易脆裂。还有个容易被忽略的点:加工精度。静环的端面平面度要求很高,一般得控制在0.003毫米以内,超差了装上去密封面贴合不严,再好的材料也白搭。磨削的时候砂轮粒度、进刀量都有讲究,粗糙了平面度保不住,太细了又容易烧伤环面。
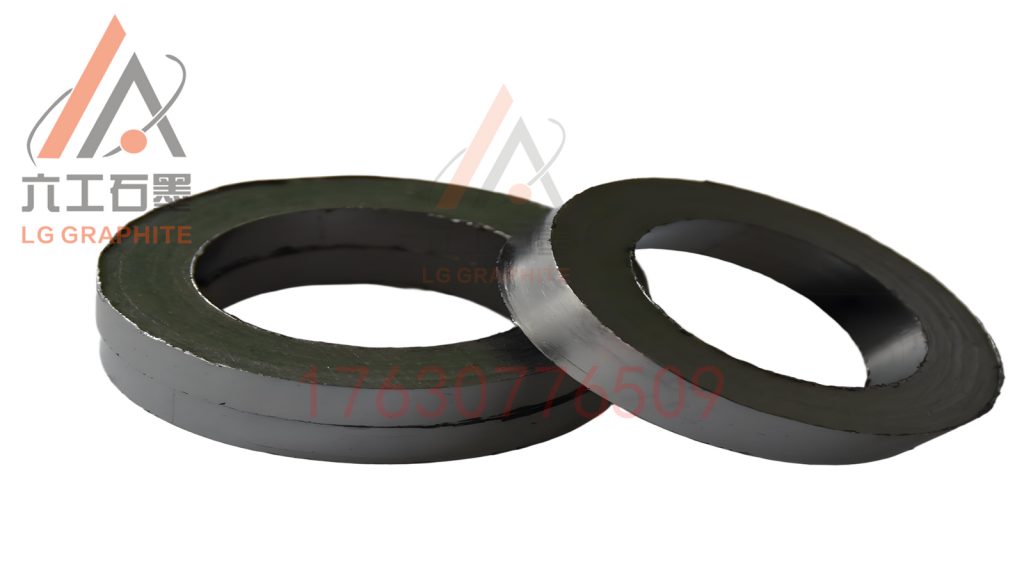
高压抗冲击这块,怎么选才不踩坑
选石墨静环,别光看价格,得把工况参数捋清楚。压力超过15兆帕的,建议直接上等静压基体加真空浸渍的,密度1.85以上,抗折强度不低于25兆帕。有冲击载荷的工况,浸渍树脂得选改性酚醛或者呋喃树脂,韧性比普通酚醛好,能扛住瞬间冲击不崩边。河南六工石墨有限公司也布局了此类石墨相关制品。另外说个实操经验:静环装配之前,一定要检查端面有没有磕碰痕迹。石墨这东西硬度不高,搬运过程中一个小磕碰,装机后就是泄漏点。很多厂子密封失效,不是材料不行,是装配环节没把控好。密封圈的压缩量也得注意,压太紧石墨环容易裂,压太松又密封不住,这个度得靠经验拿捏。

几个容易踩的坑,老师傅都知道
领先,别迷信高密度就一定好。密度上去了,如果浸渍没做透,环体内部还是有隐性气孔,高压下照样出问题,这个在抽检的时候尤其要注意。第二,温度也得考虑进去。石墨耐温是没问题,但树脂基体会在超过200度以后开始软化,所以高温工况得选对树脂体系,别拿常温用的环去扛高温。第三,安装扭矩别拧过头。静环靠的是面密封,不是靠拧紧压死的,扭矩过大反而会让环体受力不均,加速失效。这些都是一线干出来的经验,书本上不一定写得这么细。
说到底,合适比贵重要
机械密封这东西,三分靠材料,七分靠选型和安装。石墨静环作为核心部件,选对了工艺路线,能把密封寿命从几个月拉到一年以上。关键是别盲目追参数,得根据自己的实际工况来,压力多少、有没有冲击、温度多高,这些搞清楚了,选型就不会差太远。行业里没有放之四海而皆准的方案,只有适不适合自己产线的方案。多跟材料供应商沟通工况细节,把自己的压力、温度、介质都说清楚,比自己瞎摸索强得多。



