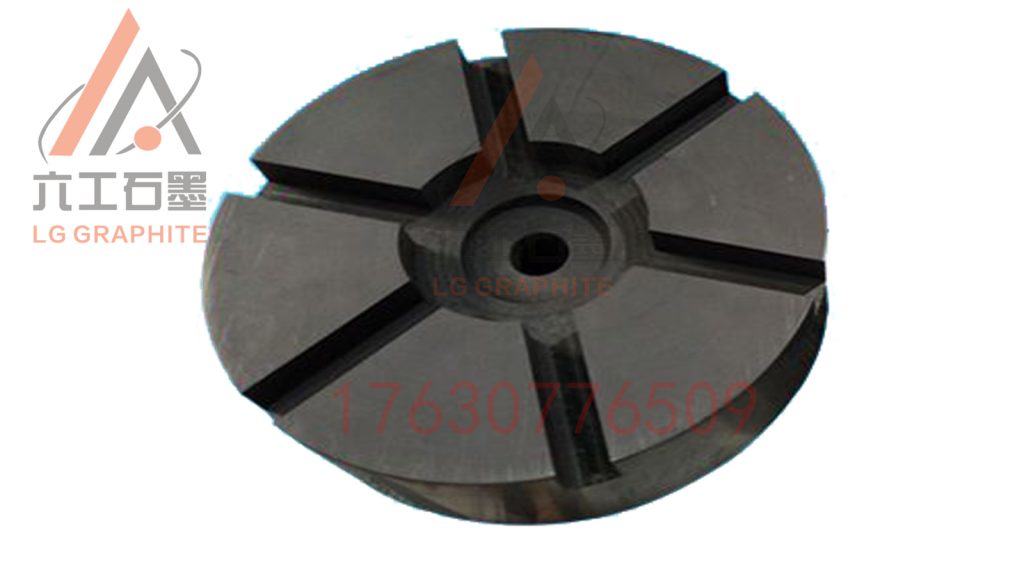
抗氧化石墨转子有色金属熔炼净化核心部件

- 产品介绍
干有色金属熔炼这行的,转子损耗是真头疼
搞铝合金、铜合金熔炼的老师傅都清楚,熔炼炉里那个石墨转子,说白了就是个消耗品。普通石墨转子在高温铝液里泡着,表面不断被氧化,用不了多久就变细、掉渣,渣子混进金属液里,净化效果直接打折扣。更烦的是,转子一坏就得停炉换,停一次炉少说耽误两三个小时,产线上的人都等着,老板心疼产量,操作工心疼体力。尤其是做高端铝板带、铜杆这类对洁净度要求高的产品,转子氧化带来的杂质问题根本躲不开。所以现在行业里都在往抗氧化石墨转子这个方向转,说到底就是想让转子多撑一会儿,少停机,净化效果也能稳住。
石墨转子为啥会氧化,抗氧化到底抗的是啥
石墨这东西,常温下挺稳定,但温度一过五六百度,碰到氧气就开始烧了。熔炼炉里虽然表面上是覆盖剂隔着空气,但实际操作中不可能完全隔绝,铝液温度又高,石墨转子表面那层氧化膜一旦被铝液冲刷掉,新鲜的石墨就直接暴露在高温环境里,损耗速度非常快。抗氧化处理的核心思路就是在石墨基体表面做一层保护,常用的方法是真空浸渍,把含硅、含硼的抗氧化剂溶液渗透到石墨的气孔里,高温下这些物质会在表面生成一层致密的陶瓷化保护层,相当于给转子穿了件防火衣。这层东西能扛住一千度以上的高温氧化,比裸奔的普通石墨强出不少。做有色金属熔炼净化的时候,转子表面不掉渣、不产生新杂质,金属液的洁净度自然就能保住。

普通转子和抗氧化转子,差别在哪里
说白了,差别就在原料和工艺上。普通石墨转子用的是中粗颗粒石墨,气孔率高,浸渍也简单,甚至不浸渍直接成型,成本低但寿命短,一般用个几十炉次就得换。抗氧化石墨转子用的细颗粒石墨,气孔率控制得更低,原料本身密度就高,再加上真空加压浸渍工艺,抗氧化剂渗透得更深更均匀。用起来能多撑两三倍的炉次,虽然单价贵了一些,但算上停机损失和净化效果,整体成本其实更划算。河南六工石墨有限公司也布局了此类石墨相关制品。选转子的时候还要看你熔炼的是啥合金,铝合金和铜合金对转子的要求不一样,温度不同、铝液的侵蚀性也不同,不能一概而论。
实操中怎么选、怎么用,几个要点记牢
选转子别光看价格,得看你熔炼的是什么合金、温度多高、对洁净度要求怎样。铝合金熔炼温度一般在七百到七百五十度,铜合金更高,能到一千一百度以上,温度越高对抗氧化石墨转子的要求就越高。用的时候有几个细节要注意:转子转速别开太猛,转速高了冲刷力大,保护层磨得快;每次停炉后别让转子在高温下空转太久,空转没有铝液冷却,氧化反而更严重;覆盖剂要铺够厚度,别为了省料让转子暴露在空气里。另外,抗氧化石墨转子也不是万能的,用到后期表面保护层磨损了,该换还得换,别硬撑,硬撑的结果就是掉渣污染金属液,得不偿失。在有色金属熔炼净化这个环节,转子状态直接决定了你出来的产品够不够干净,这个钱省不得。

说到底就是个算账的事
石墨转子这东西,看着不起眼,但在有色金属熔炼净化这个环节里,它直接影响产品质量和生产效率。抗氧化处理不是什么高深技术,就是通过材料和工艺的优化,让转子在高温环境下多活一会儿。对加工企业来说,选对转子、用对转子,比啥都强。别在转子上省那点钱,最后在产品质量上找补回来,那才是真亏。干这行的都懂,设备选型这事,适合自己产线的才是对的,别盲目跟风,也别一味图便宜,把工况条件摸清楚了再下手,踩坑的概率就小很多。




